超声波线束焊接机
一、参数说明:
MXTER型超声波汽车线束焊接机6技术参数
1. 超声波发生器最大输出功率 3000W
2. 超声波频率 20-40KHz
3. 供电电源 220V/ 50Hz
4. 供气气源 ≥0.5MPa
5. 控制方式 CPU控制
6. 上声极最大工作行程 15mm
7. 焊接时间 0.05-2S
8. 焊接能力 铝+铝,镍条+铜箔
9. 焊头型式 单点圆四点(3mm*4mm)
10. 主要部件: (a).陶瓷片 德国进口
(b).铝棒 美国铝业公司
(c).功率管 美国进口
(d).单片机 飞利浦
(e).焊头 进口高速钢材料
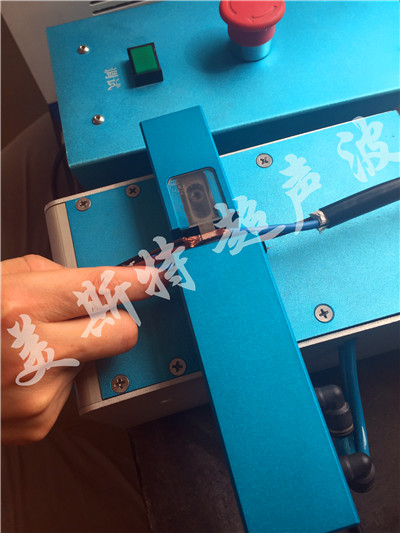
二、设备图片:

三、超声波线束焊接机结构特征
超声波线束焊接机由机台、超声功率发生器两个部分组成。
1、机台 机台有机箱、导柱、换能器、气动系统、PC电路、底模组成。
2、声组件声组件由换能器、焊头两个部分组成。换能器采用压电振子,其作用是将电能转换机械振动。变换器类比于电路中的变压器,起机械阻尼变换和振幅放大作用。焊头是根据焊接要求和焊件形状设计的,它还起着二级阻抗变换和振幅放大作用。从结构和形状看,焊头不算复杂,然而却需要最好的设计、最好的材料和会好的加工技术。形状复杂、尺寸较大的焊头,设计难度很大,一般都由制造厂设计。
3、气压系统气压系统由压缩空气作动力,通过电磁阀切换电路,推动气缸活塞带动焊头做上下运动。用调压阀控制气压大小,用单向节流阀控制升降速度。
4、控制电路
控制电路对焊接过程执行程序控制。面板上功能键,可根据焊接不同对象设定焊接时间,延迟时间,然后踩下脚踏开关,焊机将自动完成一次焊接过程。
5、超声功率发生器超声功率发声器向声组件提供电功率。由于在焊接过程中,声组件的谐振频率和阻抗将有较大变化,所以超声功率发声器必须有频率自动跟踪的能力,输出功率受负载自动调节的能力。MXTER-3000型超声波金属点焊机采用他激振荡;相位法自动频率跟踪;恒定振速控制。
四、超声波线束焊接机技术要求
根据IPC标准:要求超声波焊接的线束,宽厚比介于1:1和2:1之间;‚线材不得出现任何变色;③在加压面可辨识股线的轮廓,但是没有松散的股线。
所以根据以上要求及汽车线束生产的多规格要求,对超声波线束焊接机就有以下技术要求:
1. 超声波振幅连续可调。由于超声波能量在线束厚度方向会存在衰减,对于越厚的线结,需要的焊头振幅就越大。超声波振幅连续可调,还可避免不同面积的电线表面变色。同一台机器,在焊接1mm²和焊接25mm²线束时,振幅参数基本要相差30%。
2. 线头夹具缝隙要求:≦0.02mm。超声波焊是高能量密度的,缝隙大就会造成卡线。
3. 质量控制软件。要求机器能对每个焊点做出质量评判:判别何种情况下为焊接不良,何种情况下为缺线等,并作出警示。这也要求超声波焊接有能量控制模式。
五、应用介绍:
(一)、超声波线束焊接机,多股铜线焊接机,汽车线束焊接机原理超声波金属焊接是利用高频振动波传递到两个需焊接的金属表面,在加压的情况下,使两个金属表面相互摩擦而形成分子层之间的熔合,其优点在于快速、节能、熔合强度高、导电性好、无火花、接近冷态加工;缺点是所焊接金属件不能太厚(一般小于或等于5mm)、焊点位不能太大、需要加压。
(二)、超声波线束焊接机,多股铜线焊接机,汽车线束焊接机特点:
1. 超声波线束焊接机焊接质量稳定可靠。
2. 超声波线束焊接机能量消耗低。
3. 超声波线束焊接机焊接过程简单,易操作。
4. 超声波线束焊接机焊接效率高。
5. 超声波线束焊接机处理超声焊接无需助焊剂、金属填料、外部加热等外部因素。
6. 超声波线束焊接机焊接尺寸,形状可以任意调整。
7. 超声波线束焊接机可以使材料的温度效应降到最低(焊区的温度不超过被焊金属绝对熔化温度的50%),从而不使金属结构变化,因此很适合电子领域中的焊接应用。
8. 超声波线束焊接机与电阻焊方法比较,模具寿命长,模具整修与替换时间少,而且易于实现自动化。
9. 超声波线束焊接机同种金属不同种金属之间均可以进行超声焊接,与电气焊相比耗费能量少得多。
10. 超声波线束焊接机两被焊接物体重叠,经超声振动加压接合成固态形式,接合时间短,且接合部分不产生铸造组织(粗糙面)缺陷。
11、超声波线束焊接机与其他压焊相比,要求压力较小,且变型量在10%以下,而冷压焊其工件变形量达40%-90%.
12、超声波线束焊接机不像其他焊接那样要求进行被焊表面的预处理及焊后的后处理。
13.超声波线束焊接机采用PLL锁相频率自动跟踪技术,无需调频。<BR>14.超声波线束焊接机采用德国压电陶瓷换能器。<BR>15.超声波线束焊接机自主知识产权焊头,世界名牌,降低使用成本。
16.超声波线束焊接机人机界面控制,多种参数存储。
17.超声波线束焊接机能量检测模式,保证焊接质量一致性。
(三)、超声波焊接与端子压接相比优点如下:
1、超声波线束焊接部位剖面密实度更好,不易形成空洞。
2、超声波线束焊接电阻系数极低或近乎于零,导电性更好,提高使用耐久性。
3、超声波线束焊接点不易发热,不会产生热量聚集,导致局部温度升高,形成线束烧损质量隐患点。
4、超声波线束焊接内部受外界水分、灰尘、油气等不良因素的影响极小,不易产生铜丝锈蚀、氧化等不良状况,从而造成线束导电性能、信号传输性能的下降。
5、对于线束的集中地线,担负着车辆所有用电器的接地任务,采用超声波焊接,经过长期使用不会因为焊接点内部铜丝锈蚀、氧化引起导电性能下降,造成车辆用电器功能失效。
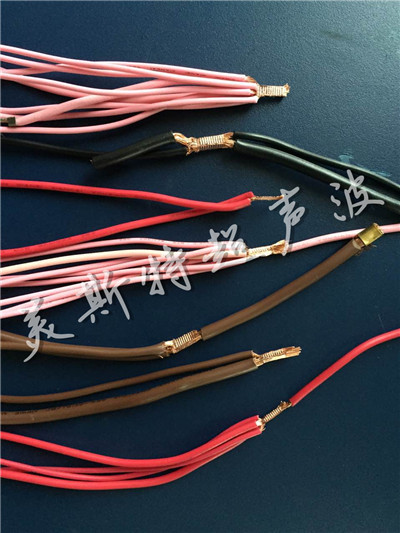
四、超声波线束焊接机,多股铜线焊接机,汽车线束焊接机应用:
汽车线束、安全气囊焊接。电线互熔,偏结成一条与多条互熔。=电线与名种电子元件、接点、连接器互熔。名种家电用品、汽车用品的大型散热座、热交换鳍片、蜂巢心的互熔。电磁开关、无熔丝开关等大电流接点,异种金属片的互熔。金属管的封尾、切断可水、气密。多股铜线焊接
地址:江苏省无锡市惠山区长安镇黎明路38号
电话:0510—83760869
免费服务电话:4000-112-800
传真:0510—84088176
公司网址:www.mxter.cn